


压铸模具钢H13的强韧化热处理方法
具体步骤如下:
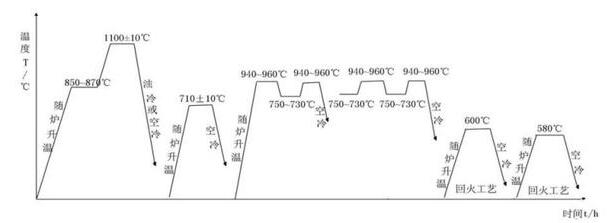
1)将钢料放入电阻炉中,850-870℃,60-90s/每毫米钢材;
2)1090-1110℃,70-90s/每毫米钢材,油冷或空冷到室温
3)然后将钢料再次放入电阻炉中,700-720℃,90min,空冷到室温;
4)将钢料放入盐浴炉中,升温到940-960℃,60-90s/每毫米钢材;
5)将钢料取出迅速放入温度为730-750℃的盐浴炉中,60-90s/每毫米钢材,然后将钢料取出迅速放入940-960℃的盐浴炉中,60-90s/每毫米钢材;
6)重复进行步骤(5)3-5次后,空冷到室温;
7)将钢料放入回火炉中,600℃保温90min,空冷至室温;
8)将钢料再次放入回火炉中,580℃,90min,空冷至室温即得到成品,优点是晶粒明显细化,微观组织均匀,大尺寸碳化物减少,带状组织减轻。
盐浴炉加热介质为100%NaCl。
现有技术
热作模具钢H13具有优良的淬透性、淬硬性和良好的室温和高温性能,被广泛应用于热疲劳抗拉强度高、韧性好、温度<700℃条件下工作的模具。
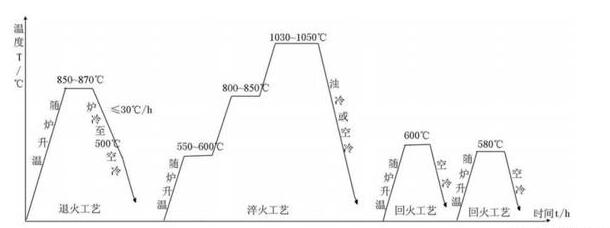
目前,传统的压铸模具钢H13热处理工艺为:随炉升温到850-870℃退火,保温一段时间后炉冷至500℃,空冷;再次加热到550-600℃保温一段时间,继续加热到800-850℃保温一段时间,继续加热到1030-1050℃保温一段时间,油冷或空冷,600℃回火处理,然后580℃回火处理,如果存在特殊需要还要进行第三次回火处理,经上述热处理工艺处理的H13,其性能基本满足常用模具的使用要求,但是针对大型、精密、复杂、需长期在高温条件下服役的热作模具钢来说,上述热处理工艺已经不能满足其使用要求,其碳化物及带状组织偏析严重,降低了压铸模具钢H13的强韧性。
与现有技术相比优点在于:
(1)在传统的退火工艺后进行1090-1110℃高温处理,随后进行700-720℃保温处理,使得钢材中碳化物溶解的合金元素均匀化,且碳化物在基体上弥散析出,减少大尺寸碳化物的出现,带状组织得到减轻;
(2)在相变点附近采取盐浴炉循环反复进行保温处理,使得前次处理过程中晶粒在未形核的部位形核,已形核的晶粒得到进一步细化,微观组织均匀;
(3)在强度相当的情况下,塑性有较大提高,各种性能指标(ψ、δ、αK、KIC等)均有不同程度的提高。
传统热处理工艺与强韧化工艺处理后的力学性能
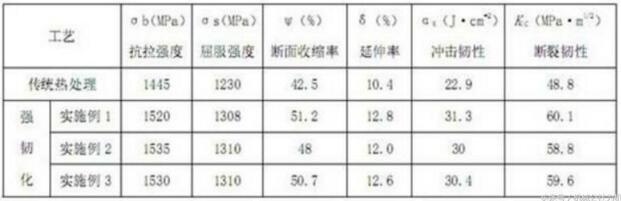
从表中的数据对比可以看出,通过本技术处理的压铸模具钢H13与传统热处理工艺相比,抗拉强度σb平均提高了5.76%,断面收缩率σs平均提高了6.45%,延伸率ψ平均提高了17.57%,延伸率δ平均提高了19.87%,冲击韧性αK平均提高了33.48%,断裂韧性KIC平均提高了21.93%,各项性能指标均有较大幅度的提高,说明通过本技术处理的压铸模具钢H13的强韧性得到极大的加强。











同类文章排行
- SIJ麦特罗镭SIMOLD S150R之车灯应用
- SUS630不锈钢厂家|630马氏体沉淀硬化不锈钢供应商
- POLMAX超纯净镜面不锈钢材
- 铬(Cr)在模具钢中的作用
- 镁合金压铸工艺研究
- 压铸生产中模具需注意的五要点
- 模具预热对压铸模具寿命的影响
- S136是什么材料?S136模具钢等级有哪些?国产进口S136模具钢区别
- 想提高铝挤压模具的寿命?如何控制H13的质量
- 压铸工艺中的温度控制和影响
最新资讯文章
- 金华洲S136H助力口罩熔喷布模具喷丝板生产
- 抚顺特钢正在加急生产“KN95口罩钢”SKD11、D2和DC53
- SIJ麦特罗镭SIMOLD S150R之车灯应用
- 模具铜公(电极)的加工方法和注意事项!
- SUS630不锈钢厂家|630马氏体沉淀硬化不锈钢供应商
- SIJ
- 蔚来汽车使用的铝、镁合金压铸模具使用的是什么压铸模具钢材料?
- 德国1.2344 ESR压铸模具钢成功案例
- Tyrax ESR的耐腐蚀和耐磨特性及Tyrax的应用
- POLMAX超纯净镜面不锈钢材
您的浏览历史


